Як варити стельовий шов електрозварюванням
Використання зварних з'єднань при складанні металоконструкцій вважається найпростішим і надійним способом їх монтажу не тільки в промисловості, але і в побуті. Зрозуміло, що для освоєння прийомів електрозварювання приватнику необхідно буде не тільки пройти курс спеціального навчання, а й отримати певні практичні навички.
Для тих, хто хоча б частково володіє цими прийомами зварювання, ми пропонуємо ознайомчу статтю, присвячену особливостям формування стельового шва, підготовка якого вимагає від виконавця особливої уваги і акуратності. І дійсно, при зварюванні шва, наприклад, на стелі гаража, днище автомобіля або в будь-якому іншому місці, що готують з'єднання знаходиться безпосередньо над головою зварника, чим і пояснюється вимога особливої уважності до проведення всіх робочих операцій. Внаслідок цього, перед тим як варити стельовий шов електрозварюванням бажано ознайомитися з особливостями операцій по його формуванню в тих чи інших умовах.
Особливості техніки формування швів
Складність підготовки стельових швів пояснюється тим, що під час зварювання розплавлений метал за рахунок власної ваги може стікати вниз, а це створює певну загрозу виконавцю робіт (отримання опіку відкритих частин тіла, зокрема). Ось чому досвідчені фахівці в подібних ситуаціях користуються спеціальними прийомами зварювання, що забезпечують дотримання вимог техніки безпеки.
Для розуміння всіх тонкощів процедур з підготовки стельових швів, перш за все, слід ознайомитися з основними вимогами, що пред'являються до техніки виконання робіт подібного класу. В процесі виконання зварювальних операцій необхідно виконувати такі обов'язкові умови:
- зварювання може виконуватися тільки ручним способом;
- для утворення з'єднання застосовуються так звані покриті електроди;
- зварювання повинно проводитися в режимі «короткій дуги» з використанням електродів не більше O 4 мм;
- при підготовці шва, щоб уникнути розтікання металу електрод слід тримати злегка відведеним в сторону;
- ширина підготовлюваного шва не повинна перевищувати подвійної товщини електрода;
- щоб уникнути утворення газів, що знижують якість шва, що використовуються електроди повинні бути абсолютно сухими;
- зварювання повинна вестися за напрямом «на себе», що дозволяє підбирати оптимальний темп просування, а також відстежувати якість утворюється шва;
- для отримання міцного і надійного з'єднання краю поверхонь, що зварюються або заготовок перед початком робіт ретельно зачищаються, а після закінчення робіт з них обов'язково видаляються застиглі залишки зварювання.
При роботі з заготовками більшої товщини (близько 1 см і більше) зварювання повинна виконуватися в кілька проходів. При найпершому проході використовується електрод діаметром не більше 3 мм; всі наступні операції проводяться електродом O 4 мм.

Особливо звернемо вашу увагу на те, що стельові шви бувають не тільки горизонтальними, а й можуть мати певний ухил, варійований в межах від 10 до 80 градусів (так зване полупотолочное з'єднання). В цьому випадку для формування похилого шва може застосовуватися як ручна, так і автоматичне зварювання з використанням все тих же покритих електродів.
Підготовка з'єднання встик

Перед тим як закрити стельові шви за допомогою електрозварювання необхідно мати хоч якесь уявлення про види зварних з'єднань, що розрізняються за способом їх утворення. Оскільки обсяг статті не дозволяє досліджувати кожен з цих видів, то ми обмежимося розглядом найпростішого з них, а саме - так званого з'єднання «встик».
Зазначене з'єднання зварюється, як правило, за кілька проходів, що реалізуються в такій послідовності:
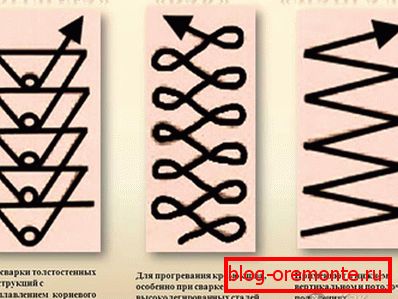
- Спочатку формується так званий кореневий валик або корінь шва. При стельового зварювання він виконується за допомогою електрода O 3 мм, який ведеться уздовж шва відомим способом, званим «сходи». Величина виставляється на зварювальному апараті струму вибирається при цьому в діапазоні між мінімальною та середньою значеннями (мова йде про величинах, закладених в технічних характеристиках самого агрегату).
- Другий і третій проходи виконуються електродами O 3? 4 мм. Сила струму при цьому вибирається середньої або ближче до максимальної. З метою недопущення утворення «горбатих» зварювання ведеться з затримкою на краях валика з проходом по кромці заготовки і подальшим переходом до наступної кромці за методом «сходи».
- Усі наступні шари валика формуються у вигляді наплавлення (без будь-яких відхилень від лінії зварювання).
- Особовий шар утвореного стельового з'єднання повинен виглядати таким чином, щоб ширина незаповненою оброблення не перевищувала значення 0,5? 2 мм. При необхідності цей шар також може бути виконаний в кілька проходів.
У разі виконання всіх зазначених вище розпоряджень ви зможете отримати якісне і надійне з'єднання. Більш детально порядок його формування можна буде вивчити на відео, прикладають до матеріалів цієї статті.
Безпека зварювальних робіт

Вимоги до безпеки зварювальних робіт при оформленні стельового шва виглядають наступним чином:
- Всі роботи повинні проводитися в добре просушеної приміщенні, вологість повітря в якому не повинна перевищувати зазначеної в нормативах величини.
- На відкритих просторах не допускається проведення зварювальних робіт під час снігопаду або грози.
- Зварювальні роботи повинні проводитися тільки в призначеній для цих цілей одязі зі спеціальним захисним покриттям і в масці.
- В ході робіт неиспользуемое обладнання обов'язково повинно відключатися від електромережі.
- Для зварювання повинні використовуватися тільки добре ізольовані проводи.
Відео
У цьому відеоролику показано процес зварювання стельового шва. Хоча коментарі йдуть на англійській мові, то, що показано на екрані не потребує додаткового пояснення: